事業紹介
- ホーム
- 事業紹介 / 分岐器・信号用品・溶接材料
- 溶接材料及び機器
溶接材料及び機器
ロングレール化や傷レール交換に欠かせないゴールドサミット溶接の材料及び機器を提供しております。
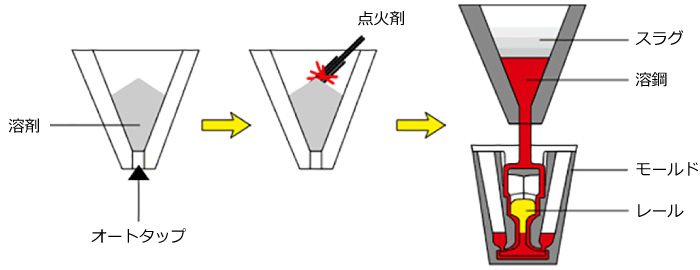
ゴールドサミット溶接の原理
1886 年、ドイツ人 Hans Goldschmidt 博士は酸化鉄とアルミニウム粉末の混剤による “テルミット反応” を発見しました。
この反応は重金属酸化物、特に酸化鉄を還元するのに、酸素に対するアルミニウムの強力な親和力を利用したもので
Fe203+2AI →2Fe+AI203+800kJ なる反応式で示されます。急激な酸化発熱で得られた高温と溶鋼を溶接に用います。
ゴールドサミット溶接の機材
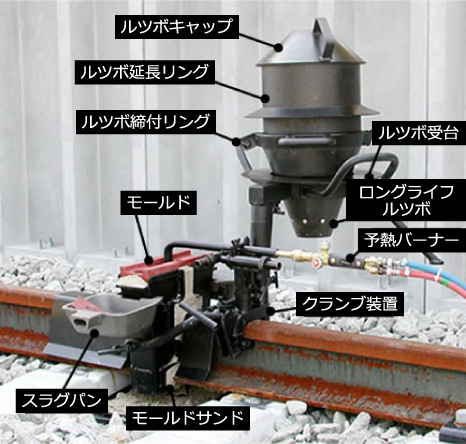
機材の組み立て状態
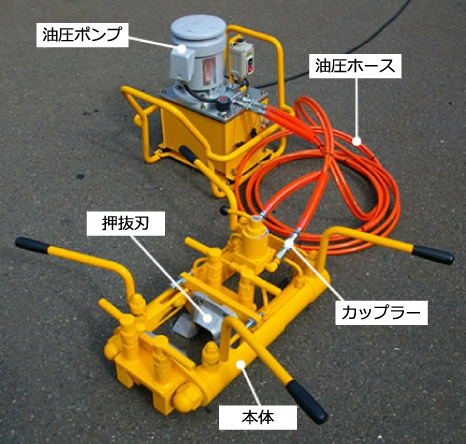
押抜せん断器
ゴールドサミット溶接の消耗材


オートタップ

点火剤
各レール種別で使用する溶剤、モールドは下記の通りです。
| 普通レール + 普通レール | 普通レール + 熱処理レール | 熱処理レール + 熱処理レール | モールド | |
|---|---|---|---|---|
| JIS 50N レール | 50N Z90 溶剤 | 50N Z90 溶剤 | 50N Z120M 溶剤 | 50N 用モールド |
| JIS 60 レール | 60K Z90 溶剤 | 60K Z90 溶剤 | 60K Z120M 溶剤 | 60K 用モールド |
※ オートタップ、点火剤は共通です。
※ この他、クレーンレール用73kg、74kg、100kgレールにも対応します。
段差モールド
摩耗レールの交換では新旧レールの間に大きな段差が生じることがあります。段差モールドは、そのような場合でも容易に施工できるよう、予めレールあご下部と底部に4mmの段差を設けたモールドです。
- 通常のゴールドサミット溶接用機材がそのまま使用できます。
- 施工方法は通常のゴールドサミット溶接用と同様です。
- 適用範囲は下表の通りです。
| レール段差 (mm) | 0 | 1 | 2 | 3 | 4 | 5 | 6 |
|---|---|---|---|---|---|---|---|
| 通常モールド | ○ | ○ | ○ | ● | - | - | - |
| 段差モールド | - | - | ● | ○ | ○ | ○ | ● |
○:適用範囲
●:レール形状に合致させる為に古レールに当たるモールド底部
及びアゴ下を若干削る必要があります。
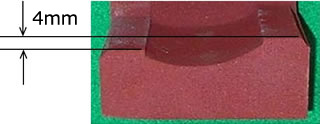
モールド底部形状

モールド底部形状
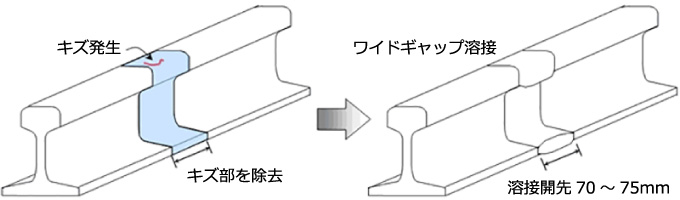
ワイドギャップ溶接
ワイドギャップ溶接は開先量 70~75mm と通常の 25mm よりも広いゴールドサミット溶接です。
溶接部の落ち込みやキズの除去に使用できます。

ワイドギャップ溶接外観
ワイドギャップ溶接は通常のゴールドサミット溶接とは主に下記の材料・機器が異なります。
・溶剤 ・モールド ・モールドケース ・クランプ装置
・スラグパン ・ルツボ延長リング ・押抜せん断本体 ・押抜刃